
Шаровые краны относятся к запорной трубопроводной арматуре. Помимо удобства применения к их преимуществам можно отнести отличную работоспособность на воздухе, в воде, в кислотных и щелочных средах, а также в присутствии природного газа, нефтепродуктов и т. д.
Производители постоянно решают задачи по оптимизации конструкции шаровых кранов. Это делается в целях уменьшения себестоимости устройств и повышения их эксплуатационных свойств, таких как герметичность. Она может понижаться вследствие большого количества открываний и закрываний кранов, из-за рабочего давления или по причине воздействия факторов внешней среды. Качество шаровых кранов также определяется усилием на привод.
Повысить эксплуатационный ресурс и снизить трение в узлах трубопроводной арматуры можно путем использования при ее изготовлении специально подобранных конструкционных материалов, а также различных методов финишной обработки поверхности деталей. Так, латунь, стали (в том числе нержавеющие) применяются при производстве шаровых пробок. Они полируются и могут быть с хромовым покрытием. Однако использование вышеуказанных материалов и методов обработки весьма затратное.
Применение альтернативных технологий при изготовлении шаровых кранов позволяет улучшить эксплуатационные свойства и является более выгодным решением с точки зрения экономии времени и материальных ресурсов.
Применение антифрикционных покрытий
Использование композиций твердых смазочных веществ помогает оптимизировать технологии изготовления шаровых кранов и их конструкцию.
Так, антифрикционные покрытия (АФП) Molykote смазывают поверхности деталей и одновременно защищают их от воздействия химически-агрессивных и коррозионно-активных сред. Такие материалы уменьшают трение и интенсивность износа и при этом не требуют изменений конструкции изделий.
АФП производятся на основе твердосмазочного вещества (графита, дисульфида молибдена, политетрафторэтилена или их комбинаций), связующего компонента (например, эпоксидной, полиуретановой или акриловой смолы) и растворителя. Используя различные виды ингредиентов, или изменяя их пропорции, можно получить АФП с разным набором характеристик.
Например, чем больше в составе связующей смолы с низкой электропроводимостью, тем эффективнее защитная функция покрытия. Повышение концентрации твердых смазочных веществ приводит к улучшению смазочной способности материала.
Антифрикционные покрытия наносятся путем распыления, окунания, с помощью трафаретной печати т. д. Вязкость АФП зависит от количества растворителя в нем. Этот компонент после нанесения покрытия испаряется, а связующие вещества отвердевают и обеспечивают материалу надежное сцепление с обрабатываемой поверхностью.
АФП полимеризуются при нагревании или при комнатной температуре. Это зависит от типа смолы в составе материала. После отверждения покрытия образуется полимерная пленка с частицами твердой смазки, имеющая толщину 10…20 мкм (илл. 1).
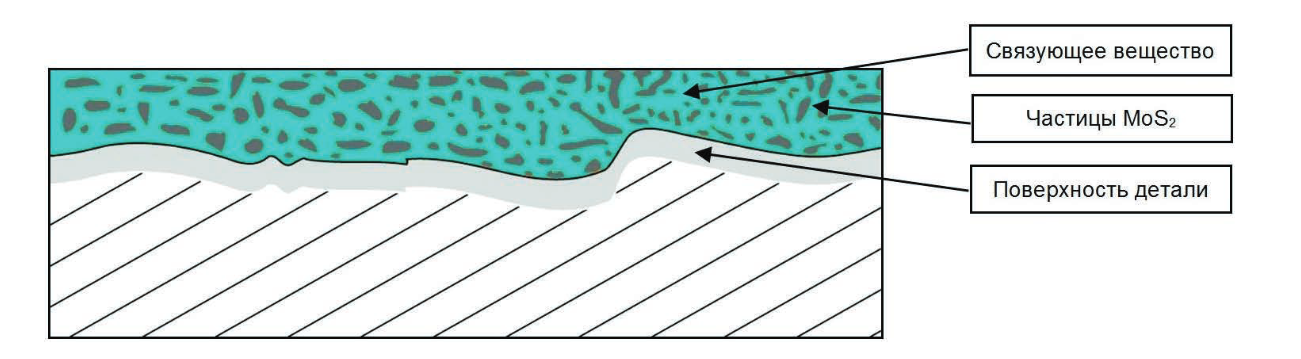
Илл. 1. Структура антифрикционного покрытия на примере Molykote 3400A Leadfree
Для правильного нанесения покрытия на изделие необходимо:
- предварительно подготовить поверхность с целью повышения адгезии (обезжирить, применить фосфатирование, механические методы обработки);
- тщательно перемешать АФП;
- нанести материал выбранным способом;
- высушить слой АФП при комнатной температуре до полного испарения растворителя (около 10…15 минут);
- дождаться полного отверждения смазочного слоя;
- проконтролировать параметры качества (адгезия, полнота полимеризации, толщины слоя покрытия).
Толщина слоя АФП зависит от количества проходов при смазывании, а также от вязкости состава, которую можно изменять, разбавляя материал растворителем.
Ассортимент антифрикционных покрытий марки Molykote
Ассортимент антифрикционных покрытий Molykote включает в себя более 15 наименований материалов с различными наборами эксплуатационных характеристик.
В таблице 1 указаны АФП Molykote, которые рекомендованы для обработки пробок шаровых кранов, и растворители для изменения вязкости материалов.
Таблица 1. Состав антифрикционных покрытий Molykote
| Название АФП | Твердое смазочное вещество | Связующий компонент | Растворитель |
|
Дисульфид молибдена, графит |
Полиамид-имид |
Molykote 7415 (n-этил-2-пирролидон) |
|
|
Дисульфид молибдена |
Специальный |
Molykote L-13 (смесь органических растворителей) |
|
|
Дисульфид молибдена |
Эпоксидная смола |
Molykote L-13 (смесь органических растворителей) |
|
|
Политетрафторэтилен (ПТФЭ) |
Эпоксидная смола |
Molykote L-13 (смесь органических растворителей) |
Приведенные в таблице 1 АФП имеют в своих составах разные типы твердого смазочного вещества и связующего компонента. Кроме того, вышеперечисленные покрытия отличаются соотношением ингредиентов. Благодаря этим различиям каждое из АФП имеет свои свойства: температуру отверждения и время выдержки, баланс антикоррозионных характеристик и износостойкости (таблица 2).
Таблица 2. Характеристики антифрикционных покрытий Molykote
| Параметр АФП | Molykote D-7409 | Molykote 3402C Leadfree | Molykote 3400A Leadfree | Molykote D-708 |
| Цвет | Серо-черный | Серый | Серый | Черный глянцевый |
| Диапазон рабочих температур, °С | -70...+300 | -200...+300 | -200...+430 | -180...+240 |
| Несущая способность1 (испытания на машине Falex), H (МПа) | 11100 (2190) | 11100 (2190) | 16000 (2629) | 2250 (985) |
| Износостойкость (испытания на машине LFW-1 при контактном давлении 623 МПа)2, тыс. циклов | 228 | 108,8 | 50 | 13 |
| Коэффициент трения после приработки (испытание на машине LFW-1) | 0,03 | 0,03 | 0,03 | 0,1 |
| Защита от коррозии (тест в соляном тумане)3, ч | 120 | 120 | 500 | 120 |
| Условия полимеризации: время выдержки, мин./температура, °С | 30/+220 | 120/+20 | 30/+200 | 20/+200 |
1 критическая нагрузка (давление)
2 при возвратно-вращательном движении
3 нанесение на стальную поверхность после фосфатирования
Перечисленные в таблице 2 антифрикционные покрытия устойчивы к топливу, воде, спиртам, ароматическим соединениям, кислотам и щелочам.
Результаты проведенных испытаний подтверждают эффективность технологии АФП. В шаровых кранах с полиуретановыми седлами в качестве эксперимента пробки из латуни покрытые хромом были заменены на стальные (ниже по стоимости).
На воздухе эти пробки были обработаны антифрикционными покрытиями Molykote D-7409 и Molykote 3400A Leadfree (илл. 2). Толщина смазочных слоев – 9 мкм.
Илл. 2. Пробки шаровых кранов с АФП Molykote 3400А Leadfree и Molykote D-7409
В таблице 3 приведены результаты, полученные в ходе испытаний.
Таблица 3. Результаты испытаний шаровых кранов с АФП на пробках
|
Вид испытания |
Нормативное значение |
Результат |
|
Герметичность |
При рабочем давлении 1 МПа |
Утечки отсутствуют |
|
Ресурс |
Не менее 14600 циклов |
Герметичность сохранилась |
|
Воздействие климатических факторов |
-60 °С (2 часа), +120 °С (4 часа) |
Повреждения покрытий отсутствуют, утечки отсутствуют |
Из таблицы 3 очевидно, что шаровые краны с АФП на пробках уверенно прошли необходимое тестирование.
Заключение
Применение антифрикционных покрытий Molykote в шаровых кранах позволяет улучшить эксплуатационные характеристики изделий и снизить их себестоимость за счет:
- перехода на более доступные конструкционные материалы для изготовления пробок;
- отказа от технологии хромирования;
- исключения трудоемких способов финишной механической обработки.
Кроме того, АФП Molykote помогает уменьшить усилия на привод благодаря наличию твердого смазочного вещества в составе материала. Этот компонент способствует эффективному снижению трения.
Освоение технологии нанесения антифрикционных покрытий требует незначительных инвестиций, так как она основана на применении методов и оборудования для обычного окрашивания.